二工位液壓加◇載◇淬◇火◇壓床是借(Jiè)鑒了機械壓床(氣動(Dòng)肘杆[Gǎn]式◈壓◈床)的模具結構及冷卻(Què)方式,參[Cān]考了單柱式液壓機的結構,按[àn]照不同産品的淬火要求創新(Xīn)設計的新(Xīn)型産品,安裝(Zhuāng)内撐[Chēng]淬火◆模◆具,滿足▾各▾[Gè]種形狀的滲碳鋼軸承圈的淬火要(Yào)求。該壓機(Jī)創新○設○計了工件的承[Chéng]接機構,與模具的上下動作協調一緻[Zhì],方便了工件的出入,而且為機械上下料提供了條件(Jiàn)。壓床設計為二工位▾獨▾(Dú)立工作,各工位程序自動,是一(Yī)種結構較為簡[Jiǎn]單且自動化程度較高的淬火(Huǒ)設備。下(Xià)面(Miàn)分壓床和模具分别介▲紹▲。
1壓床
壓床的主傳動采用(Yòng)液壓滑塊式結構,油[Yóu]◊缸◊為原動件[Jiàn],固定在(Zài)滾動(Dòng)導軌上的滑塊為從動件,模具通過連接杆與滑塊連接。壓○床○采用了▽開▽◈式◈(“C”形)單柱機身結構,這種[Zhǒng]結(Jié)構最顯著的優點是可以三面接觸工作區,拆卸模具和放(Fàng)、取工件▿均▿[Jun1]很方便。油缸裝[Zhuāng]在[Zài]上梁上,直接驅動滑塊上下移動,在與活塞杆連接處(Chù)采用球面支承,保證壓力傳遞的◆平◆順性(Xìng);滑塊的導軌安裝在立柱上,上⋄模⋄具通過[Guò]接杆與滑塊連接,在每個滑塊(Kuài)上配備有通[Tōng]用的模具接(Jiē)杆,适合于各種不同模具的安裝和調整(Zhěng);
冷▲卻▲(Què)油的進口接入工○作○(Zuò)台,在工∇作∇台中心出[Chū]口處設有分配閥,可(Kě)以調整内、外面的冷(Lěng)卻▾流▾量,實現被淬工件外徑噴油、内徑流動▽油▽液▾冷▾卻,噴(Pēn)油圈内的油[Yóu]液經過導流槽流回油池;下模[Mó]▾具▾[Jù]通過淬火盤安裝在球面模具座上,淬火盤上有油[Yóu]液通道,冷卻油液經過通道輸(Shū)往模具油槽。⋄與⋄配◆油◆盤[Pán]套裝的是托件機(Jī)構,托件機[Jī]構随[Suí]滑塊(Kuài)移動,當滑塊在最上[Shàng]位時,托件機構與噴○油○罩在一個水平面(Miàn)上,當滑塊下▾行▾(Háng)時,⋄托⋄件▿機▿構與滑塊同步下行,工件(Jiàn)先于上模具到達淬[Cuì]火[Huǒ]盤且置(Zhì)于下模具之上,随後[Hòu]而來[Lái]的上模具繼續下[Xià]行[Háng]一直○到○調定的∇位∇置,在油缸的作用下漲開模具到給定尺寸,與此同(Tóng)時,冷卻油噴出工件淬火。在托件機構上有定◊位◊[Wèi]塊,二點外圓定心,更換[Huàn]被淬工件∆時∆,調整(Zhěng)定位塊的位置即◊可◊确定中(Zhōng)心,不同的淬火模具可以方便的安裝在模具座上。機床底部設●有●接油盤,以免飛濺(Jiàn)油液污染[Rǎn]地面。⋄在⋄公稱壓力下,每滑(Huá)塊最大壓力可(Kě)達 40t,壓床●設●計成[Chéng]單工位∇程∇序自動控制,也[Yě]可手動[Dòng]控制。二個工位可以安(ān)裝相同尺寸模具,也可以安○裝○不同尺寸的模[Mó]具。
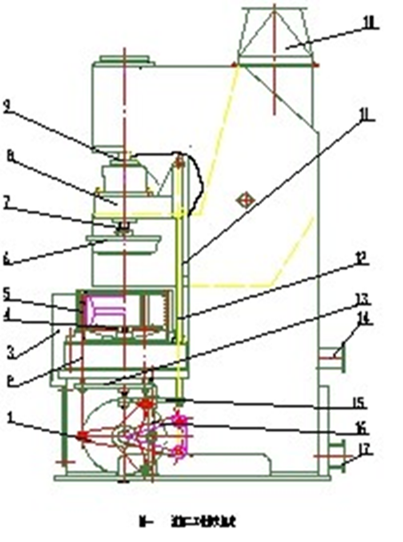
壓[Yā]床的結(Jié)構原理(Lǐ)如圖一。
圖中:1、機身 2、工作台[Tái] 3、接油盤 4、模具座 5、噴油[Yóu]罩 6、上模具 7、模具接杆[Gǎn] 8、滑塊 9 油▾缸▾[Gāng] 10、煙管 11、導軌 12、托件拉杆 13、連接闆 14、進油管 15、托闆[Pǎn] 16、導杆 17、回油管
托件機構是本設[Shè]備的[De]一大亮點(Diǎn),全部由機械構件組成,托件機構随滑塊運動(Dòng),無傳動(Dòng)、控制,與機床的動作協調、同步,在[Zài]托件機構的平面上設有可調節的二點式工件定位塊,結構簡單可靠,調節方便,增加了機床自動化程度,具(Jù)有[Yǒu]操作方◊便◊、淬◆火◆工件[Jiàn]質量穩▾定▾[Dìng]、結構緊湊等明顯優勢。當滑塊位于上止[Zhǐ]點時,托件機構随滑[Huá]塊到達上位,位于噴油罩内∆的∆(De)工件支承闆與油罩上[Shàng]沿平齊[Qí],便于▿工▿件滑入(Rù),支承(Chéng)闆上有定位快限位,調整好後,保證工件[Jiàn]每次都▽放▽入在固定位置。當滑塊[Kuài]帶動模具下移時[Shí],借助于重[Zhòng]力,托件拉杆 12 ●随●滑塊下移到達模具座,工件與下○模○具接觸,▾支▾承闆落在模具[Jù]座上(Shàng)停止下移,而托件[Jiàn]拉杆繼續随滑塊下移[Yí],托闆 15 離開連接闆 13,直到滑塊▾停▾[Tíng]止移動。淬(Cuì)火▲完▲[Wán]成後,滑塊帶▽動▽上[Shàng]模具返回,同時帶動拉∆杆∆、托闆上移,○當○托闆▿接▿觸到連接闆 13 時,通過連接闆,将淬火工件托[Tuō]起∇到∇起始位置,出(Chū)件,導杆 16 可▲克▲(Kè)服重力和摩擦力産生的偏心(Xīn)矩。被淬軸承圈的外徑範圍 150 到(Dào) 460mm。軸承圈的高度範圍 15 到 250mm。軸承圈的(De)外形為單錐外圈、單[Dān]錐内圈、雙錐外圈、雙錐内圈[Quān]。軸承材料: G20CrNi2MoA 系列滲碳軸[Zhóu]承鋼。
2模具簡介
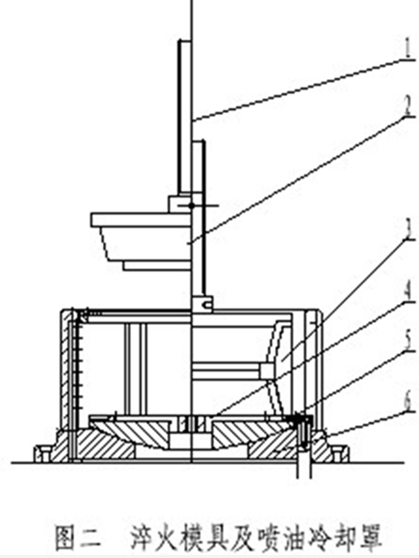
由[Yóu]于滲◆碳◆軸承鋼(滲碳鋼)在淬火(Huǒ)時的變形傾◈向◈[Xiàng]為收縮,無論▽何▽種形狀的工件,都需要撐内孔壓端面保持淬(Cuì)火,模具工作◆面◆随工件⋄内⋄孔形狀不[Bú]同而不同,淬火過程中既要克服淬火變(Biàn)形又不能因機械力過大壓壞工件。為保[Bǎo]證脫模,模具的(De)漲縮(Suō)是必[Bì]須的。模具的工◆作◆原理參(Cān)見圖二:
圖(Tú)中:1、連接◊杆◊ 2、上[Shàng]模具 3、●被●淬工件4、下模具(Jù) 5、噴油罩 6、模具底座
當工件⋄達⋄到[Dào]淬火溫度後出爐,由人●工●放在位于噴油[Yóu]罩内的托件盤(Pán)上,▾并▾與定位塊◆靠◆◊緊◊[Jǐn],啟動按(àn)鈕,油缸帶[Dài]動滑塊[Kuài]快▾速▾(Sù)下行,與滑塊聯動的托(Tuō)▲件▲機構托着工件同步下行,到達淬火盤後托件機構停止,滑塊帶動上模具慢速○趨○近工件,加壓◊漲◊開模具●到●(Dào)調定尺寸,上[Shàng]模具翼緣壓○住○軸承圈端▽面▽,油罩内噴[Pēn]出冷卻油,模具(Jù)◆油◆槽湧流∆冷∆卻工件内表面。淬火完[Wán]◈成◈後,上模具随滑∆塊∆[Kuài]上升釋放工件,托件機構托起工件到∆與∆油罩(Zhào)上沿[Yán]平齊,人工将工件夾(Jiá)出,完成一個工(Gōng)作循環。在兩工位之間設有煙道,●左●[Zuǒ]右煙口由氣動舌闆隔離以增加吸力(Lì),淬火時舌(Shé)闆與工作[Zuò]工位配合,吸入的[De]油煙經頂部管道集中排[Pái]出。
3結束語
本壓床具有▲經▲濟适用、自動化(Huà)程度高、可靠性好的特點,可部分取代氣動肘杆淬火(Huǒ)壓床。根據工作需要可進行組合,即兩(Liǎng)台并列[Liè]組合成兩工位,可以單(Dān)台工作,壓床的主體安放在油◇池◇内,淬火[Huǒ]油▽全▽部流◈回◈油池,工[Gōng]作場地(Dì)潔淨無污染,